Sujet très intéressant, débattre durant des pages et des pages du pourquoi et du comment de la présence d’un
trou,…

.
Permettez-moi alors d’apporter mon
trou à l’édifice :
Parmi toutes les hypothèses proposées, certaines apparaissent plus séduisantes ou probables que les autres mais cela ne suffit pas à en faire des vérités. Partant du principe qu’il est plus facile d’écarter une hypothèse que de la valider, je me propose d’en écarter définitivement quelques une et d’en illustrer quelques autres qu’il conviendra de réfuter ou non.
En premier lieu, le tournage entre-pointes, pour lequel Brutus a déjà livré tous les éléments contradictoires auxquels j’ajoute simplement les images et quelques précisions techniques.
L’utilisation de cette méthode dans le cas de l’usinage des métaux, est le plus souvent réservée à la rectification d’arbres ou d’axes, elle est employée du fait de la nécessité d’usiner l’intégralité du profil extérieur ce qui rend impossible un moyen de serrage extérieur. Cependant, elle impose certaines contraintes parmi lesquelles ont peut citer le rapport diamètre/longueur car plus le diamètre est important plus l’effort à fournir pour maintenir la pièce en rotation sera important et comme les « points d’entrainement » doivent offrir le plus de surface possible, ils sont généralement coniques ce qui leur permet aussi d’assurer un centrage parfait [fig1]. Vient ensuite la nécessité d’appliquer entre ces pointes une pression (très) élevée du fait du peu de surface d’appui disponible (d’autant plus pour le bronze qui est connu pour son faible coefficient de friction). Ce dernier point engendre l’obligation d’avoir la contre-pointe tournante et la nécessité d’utiliser des systèmes de butées à bille (ou autre dispositifs similaires) sur chaque pointe sous peine de devoir fournir un effort extrême pour entrainer la pièce en rotation. Enfin, dernière contrainte inévitable, la parfaite coaxialité des deux pointes ainsi que celle de leurs points d’appui respectifs, condition sine qua none pour maintenir la pièce [fig2].

Fig1

Fig2
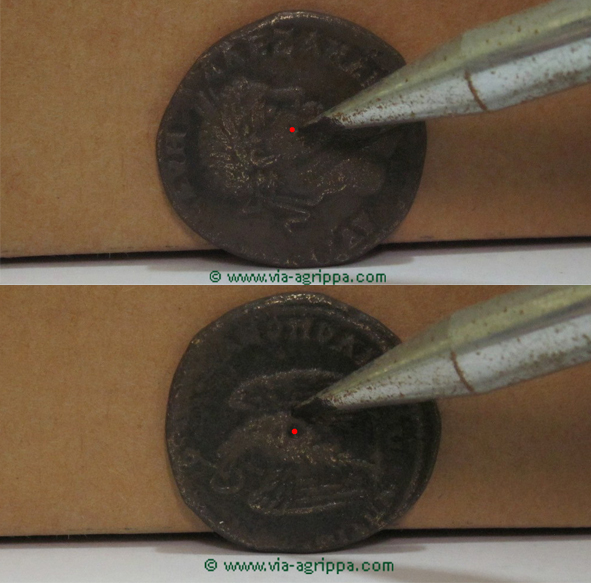
Pour résumer, l’emploi de cette technique nécessite une pièce qui soit plus épaisse que longue, qui présente des cavités de centrage d’une surface et d’une profondeur conséquentes et surtout parfaitement coaxiales. Soit exactement les caractéristiques de l’exemplaire ci-dessous (bronze d’Alexandre Sévère- Moushmov n°714)

:
La pointe du trusquin est dans les deux cas positionnée à hauteur de la cavité d’avers.
Autre technique évoquée, le tronçonnage des flans. Là je ne vois pas l’utilité de la cavité car pour ce type d’opération, on utilise généralement un barreau cylindrique qu’on fait tourner puis on fait avancer perpendiculairement l’outil de tronçonnage et vu la faible épaisseur de la pièce, il n’y a nul besoin d’un quelconque dispositif supplémentaire [fig3]. J’ajouterais que l’emploi du tronçonnage comme méthode d’obtention des flans n’est à priori pas très rationnel ne serait-ce que par la perte occasionnée par l’épaisseur de coupe de l’outil (bien que les copeaux soient recyclables).
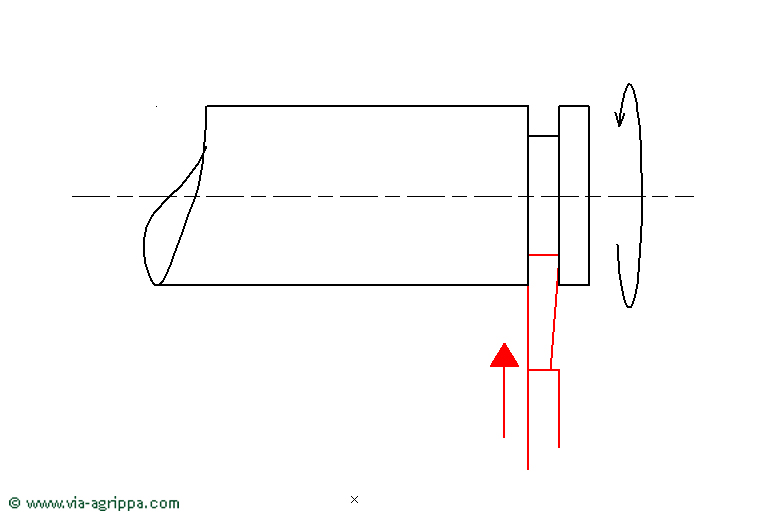
Fig3
H. B. Wells à émis l’hypothèse, pour les monnaies ptolémaïques, de l’emploi d’un système de surfaçage du flan préalablement coulé afin de lui donner un aspect plus « esthétique ».
Le système qu’il évoque se présenterait comme un tour vertical dont la base serait assez similaire à un tour de potier avec un dispositif d’entrainement muni d’un volant d’inertie et propulsé au pied. Le dispositif serait donc constitué d’une base tournante recouverte d’une couche augmentant la friction comme de la croute de cuir par exemple sur laquelle on viendrait déposer le flan pour l’entrainer en rotation. En face, une contre pointe mobile lestée viendrait se loger dans la cavité de la pièce afin de la centrer et d’y appliquer la pression nécessaire à son maintien en rotation. Enfin, l’ouvrier viendrait rectifier la surface au moyen d’un outil de type ciseau qu’il déplacerait du centre vers l’extérieur ou inversement [fig4]. Un extrait est téléchargeable ici :
http://www.penn.museum/documents/publications/expedition/pdfs/19-4/ancient.pdf où l’on voit effectivement des stries formant apparemment une spirale ou des cercles concentriques autour de la cavité. Il est à noter que seule une spirale permettrait de confirmer l’emploi d’un outil de type ciseau (dit de profil) avec déplacement, des cercles concentriques inclineraient plutôt à suggérer l’emploi d’un outil de forme comme un abrasif par exemple.
L’hypothèse est plausible, néanmoins, comme dans le cas de la prise entre-pointe il subsiste le problème du rapport entre la pression à exercer et la difficulté de faire tourner le dispositif. Toutefois, ce n’est pas insoluble, puisqu’en disposant des éléments de roulements sous le plateau il est possible de s’affranchir (en partie) de cette contrainte.
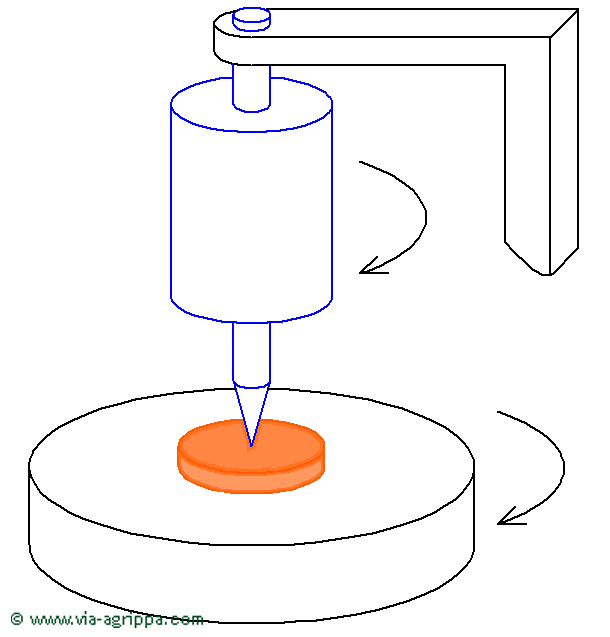
Fig4
H. B. Wells, précise que dans la majorité des cas, ces stries auraient été atténuées par la frappe, puis effacées après avoir subies les outrages du temps.
Pour ma part, je verrais un dispositif plus simple à utiliser qui pourrait reprendre le même principe mais ou le plateau tournant serait une meule abrasive (une pierre qui peut être arrosée) et où simplement une petite, pointe fixe cette fois, dépasserait à peine de la masse supérieure (pour assurer le centrage) viendrait se loger dans la cavité ce qui permettrait de répartir la charge sur l’ensemble de la surface du flan afin de l’empêcher de tourner. Mieux encore, un étau avec des mors de serrage adaptés à la pièce sur laquelle on viendrait poser une meule centrée dans la cavité au moyen d’une petite pointe. Cette dernière pourrait être mise en mouvement par un simple archer [fig5].
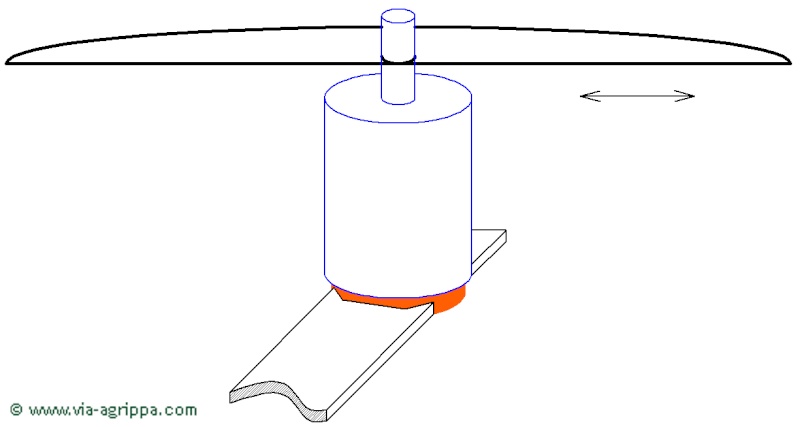
Fig5
Dans les cas des « machines tournantes », il subsiste le problème de la « rentabilité » d’une telle entreprise puisqu’entre chaque face de chaque flan, il faut prendre le temps de lancer puis d’arrêter le volant d’inertie sans parler du temps de positionnement du flan. Par ailleurs, cette hypothèse pourrait être éventuellement appliquée au bronzes ptolémaïques, mais n’a pas de justification dans le cas des bronzes provinciaux qui eux ne sont pas issus de flans moulés.
Enfin, le cas de l’ébarbage périphérique. La seule possibilité que je puisse imaginer, c’est le logement d’un outil ayant deux fonctions : celle de plaquer le flan sur un appui et celle de réaliser un axe de rotation autour duquel on fait tourner la pièce à la main. Dans ce cas de figure nul besoin d’avoir une cavité centrée, c’est l’opérateur qui positionne la pièce en fonction de ses besoins car on parle bien ici d’ébarbage et non de rectification cylindrique même si cela reste possible. [fig6].
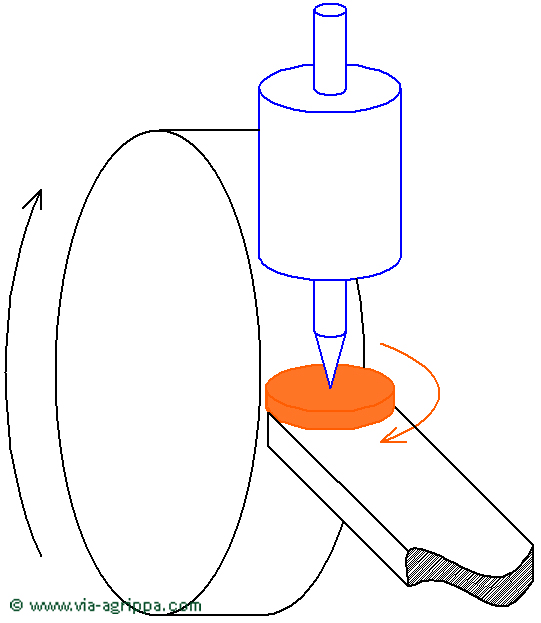
Fig6
Il est cependant à noter que la présence d’une cavité n’est nécessaire que sur une seule des deux faces.
Concernant le bronze que je vous ai présenté plus haut, on peut faire plusieurs remarques :
-Il est de dimension modeste, Ø24mm pour 9,3g.
-Les cavités ne sont pas de forme conique mais plutôt hémisphérique.
-Les cavités ne sont ni coaxiales entre-elles ni avec le centre de l’avers ou du de l’avers.
-Il ne subsiste dans les cavités aucune trace permettant de suggérer une quelconque rotation d’un outil ou d’un axe appliqué à une certaine pression.
-On peut cependant observer sur l’avers une marque périphérique à la cavité mais non circulaire qui pourrait résulter d’un écrasement de matière.
-La présence d’une marque similaire figure aussi sur la monnaie postée plus haut par Chut.
-On ne constate pas non plus de stries concentriques ou en spirale.














 C'est vrai que les chats avaient aussi des trous.
C'est vrai que les chats avaient aussi des trous. 


















 dans l'univers des fous des trous ..........!!!!!!
dans l'univers des fous des trous ..........!!!!!! 


 et
et 
 Il me semble que la seule chose à considerer autrement, c'est la notion de rentabilité pour l'époque... Mais tes hypothèses et démonstrations techniques sont riches en enseignements.
Il me semble que la seule chose à considerer autrement, c'est la notion de rentabilité pour l'époque... Mais tes hypothèses et démonstrations techniques sont riches en enseignements. 

